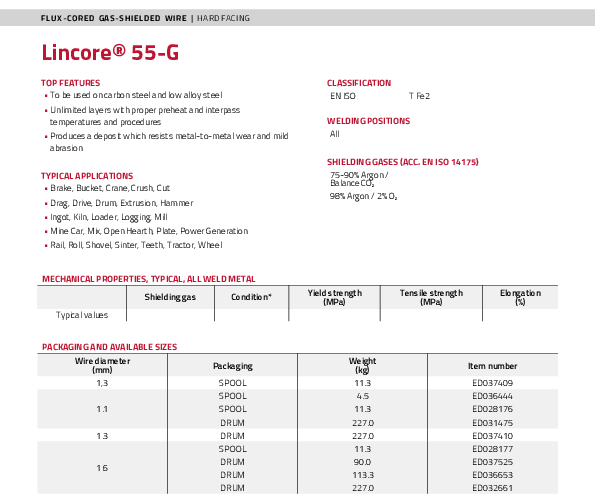
Product Description:
Designed for rebuilding carbon or low alloy parts used in Metal-to-Metal wear applications, these Low Alloy steels offer exceptional capabilities for hardfacing. With a voltage of 31(Volt) and wire feed speed of 400(in/min), these steels provide optimal performance. The DC+ Polarity on Current ranges from 165-410(AMPs), allowing for precise control. For metal-to-metal hardfacing, the deposition rate reaches a maximum of 15.7(lb/hr).
To ensure a successful welding process, the appropriate shielding gas should be used. The recommended options are (75-90% Argon / Balance CO2 98% Argon / 2% O2), suitable for all positions except overhead welding.
When working with LINCORE® 55-G, it is essential to prepare the work area adequately. This includes removing any previous hardfacing deposits and properly repairing any cracks. If the parts are cold, they should be warmed to at least 25ºC (75ºF). Additionally, on thick parts or heavy sections, a higher preheat of 150° - 260ºC (300° - 500°F) is recommended for optimal results.
Please note that the composition and properties of the deposit will depend upon dilution, while the single layer deposit properties are influenced by the base metal and/or build-up material used.
| Additional Information |
|---|
| Packaging Description:25lb spool |
| Weld Process:MIG |
| Grade:Build Up |
| Packaging:25lb spool |
| Brand:Lincoln |
| Diameter:0.045 |
| Position:n/a |
| Polarity:NA |